More than ten years of hype About the 3D printing Technology ,and it still faces the same Problems.Those Problems include , slow process, limited build volume, and reduced accuracy for larger parts.(properly named additive manufacturing)
The most common desk technology is the fused deposition manufacturing (FDM), this technology uses a plastic filament that is molten through a hot nozzle and deposited layer by layer to form a plastic part. Most printers in the market have a build area of 200×200 mm to 500×500 mm, with the larger printers having less print accuracy and more problems with proper heat distribution on the heated bed.

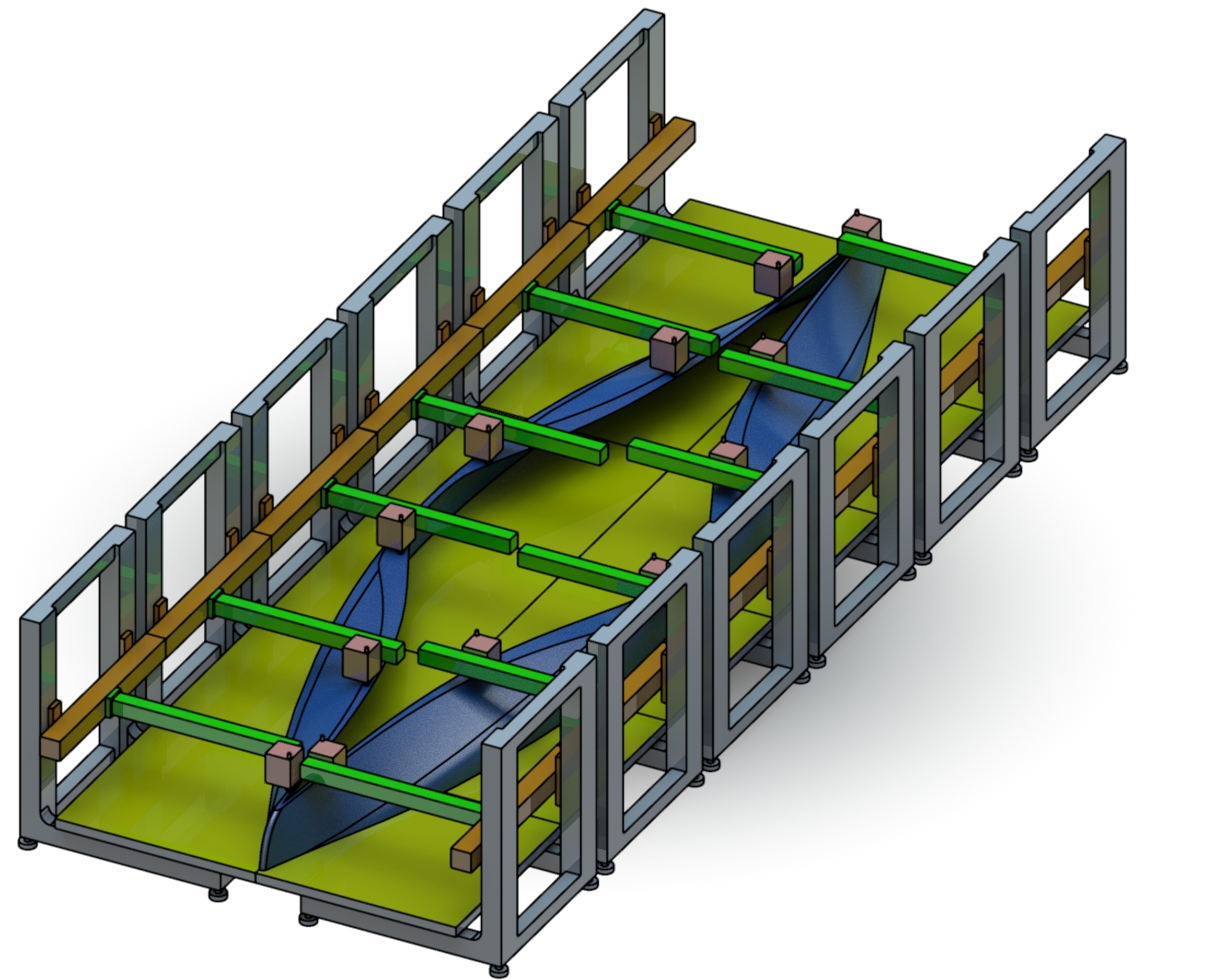
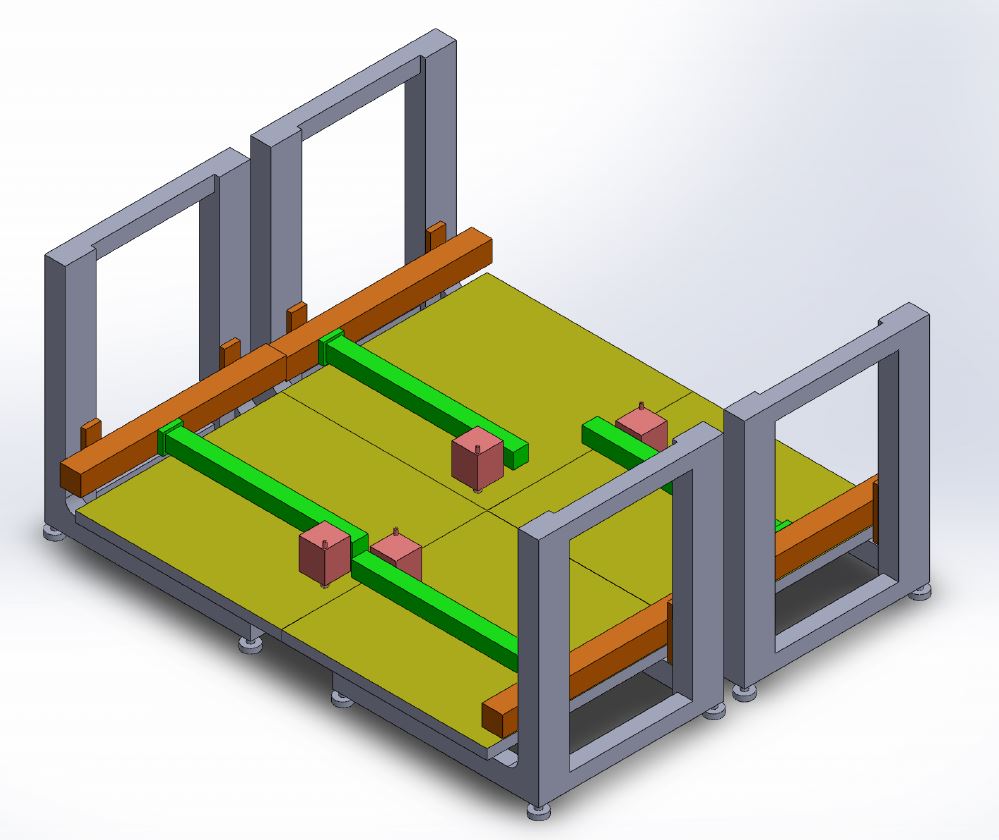
This is a simplified design of one cooperative Printer. This open side print bed combined with the possibility for the nozzle to travel few millimiters outside the build area, make this printer concept capable of depositing plastic on the build plate of an adjacent printer. so, why would that be usefull ?

The printer can deposite a brick shaped layout or in other words a Zipper form attached layers, so whatever part is being build on the adjacent build plate is connected to the part on the main printer. The attached parts will have a layer interface as shown below. With a thickness to length ratio of more than 15 the parts will be properly bonded with enough strength. Also the parts could have intentionally thicker walls on the interface zone.
 Bringing several Printers together allows the designer to manufacture larger parts faster. Joining four cooperative Printers together allows the production of a four times larger volume, with the accuracy and the time requirement of a small printer.
Bringing several Printers together allows the designer to manufacture larger parts faster. Joining four cooperative Printers together allows the production of a four times larger volume, with the accuracy and the time requirement of a small printer.
 There should be no Limit of how many printers can be joined together at least in a side by side format with two opposed printers. Long structures can be built in short time. For example structure beams and maybe a Kayak.
There should be no Limit of how many printers can be joined together at least in a side by side format with two opposed printers. Long structures can be built in short time. For example structure beams and maybe a Kayak.

One last thought on cooperative printers concept. If the builtd plates are totally detached from the structure holding the nozzle and the nozzle structure can be attached to the ceiling of the printing room (Or a large structures that holds it from above) then the build plates can be assembeled in any form and on all four sides. There is no limit on how large the total build area can be, while at the same time the more printers added the more nozzles are printing, and the manufacturing time does not increase. Only the build height is limited by the coopertative Printers concept.
The slicing software needs to be adjusted to add the zipper feature and generate a path for the nozzles so they do not print at the same location at the same time, and remain at a safe operating distance from other nozzles.
I would like to hear your opinion on this concept. Do you think it can work ? What ptoblems does it face ?
I modded an Ender 2 in May 2020, but did not produce a good quality video to show it. This below is what i got.
The problem with large heated beds is not an issue of even heating, its basic thermodynamics of the plastic as it cools. If a print 100mm in one direction shrinks 0.1 mm as is cools, then a print 1000mm will shrink 1mm and fall off the bed. Meanwhile there are already printers that have multiple independant printheads.
Very doable Rami. I’ve been in the automation industry over 30 yrs. I’ve built, designed and currently sell into the industry. If your interested we could quote you a working concept. But only if your passionate enough to bring this to market.
Really interesting idea Ramy! How do you think will join the different parts printed for eah machine? Even if you put them together it’s going to be a minimum space between eah printer.
On the other hand, I agree with Barry, all the big printers I know have a lot of problems with thermodynamics, so you can only print with PLA like materials.
Thanks for the comment Francisco. The different parts are built once together coonected with the Zipper layout shown in the article. The Need to be no space between the Printer. As for shrinkage that could be solved in the future by designing part wals that are able to stretch.
It’s an interesting concept, but I see a number of problems. First, though, let me state that I have zero experience with the 3D printing process – I’ve designed and ordered parts made with the process, but have not operated a 3D printer, so I might be all wet, but this is what comes to my mind:
For this to work with all printers working in tandem, their platens will have to move together at all times – a somewhat minor problem that could probably be worked around. But the programs for the models would have to be broken up and rebuilt so that, depending on where the part is at any given time in relation to each print head, each machine knows when it can lay down a layer and when it can’t. The more intricate the part is to be, the more difficult it would be to make the programs for each model work together. And there would, indeed, have to be space between each platen, because we don’t live in a perfect world where independently controlled moving parts can be butted up to each other and expected not to deviate at all from the position where they fit up together perfectly.
Another potential problem is the part cooling while in process. Ideally, the layer onto which the next layer is being laid would be still relatively warm so that the new layer can weld itself to the part. If one of the printheads doesn’t get to print for a significant amount of time because the part isn’t in a position where it can lay down material, when it finally gets to put down that layer, the area where it’s printing may be too cool for the new layer to properly weld to it.
Perhaps a better concept would be one large platen with several independently-controlled printheads – but this wouldn’t address the problem of cooling between layers.
Hello Carol , thank you for the comment. The build plates do not move in this design , so they do not Need to sychronise.
The slicing Software yes Needs to adapat to this printing System and programming is not my field unfortunately. I have posted my idea pusblicly to make it open for everyone to contribute , if it finds enough interest then it might become reality.
The build area must remain warm while the print is performed and this is somethign that closed volume Printers hae , this Printer can be placed in a temperature controlled room.
THe idea of several Printers is that by addding more Printers it is easy to incr4ease or decrease the build area , so they are modular Printers, also makes it an single sold affordable product by having a single Printer that can operate alone and whnever therew is Budget for more , more Printers can be purchased and added.
Rami, I commend your thought process. Having printed since 1994 and designed objects to be manufactured in various plastics since 1981, I’m knowledgeable of thermodynamics and FDM printing shortcomings. You are brave to make this suggestion that goes against status quo. New ideas move us all forward by challenging us to solve different sets of problems. Not saying this is a solution as presented, but certainly give me pause to question…. why not ?
Brad , thank you very much for the comment. You encourage me to Keep presenting such ideas.
I worked at Xerox on (2 dimensional printing) and knitting together tandem processes to create a seamless result is a challenge even in 2D. I suggest thinking of modular designs with seams (like lego blocks or bricks with mortar). Make them forgiving of imperfect mating at the seams.