The extrusion process, is a technology in which a metal material (usually heated to below melting point, or worked cold) is pressed in a sppecially designed container with one opening , which is the forming die. Through the opening the metal flows outward in a prism form with section similar to the designed die hole.
There are two major extrusion technologies, each with advantages and inconviniences.First and most widely used, is the Direct extrusion (DE). In the Direct extrusion process the metal block (called Billet in the industry) is placed in a cylindrical shaped container and pressed fom one side, thus it exits from the other side through the die which has a reduced cross section. The second technology is Indirect extrusion (IE), in this alternative approach the die is pushed against the billet inward and thus the metal flows from the die opening in the other direction.
An advatage of DE is that it is more stable and faster compared to IE; and the extruded profile can have width in any direction close to the general billet diameter. Disadvantage of DE is that the entire billet of metal compressed at high pressures moves forward in the container and thus friction occurs on the entire contact surface. Friction is of course a major loss of energy and efficiency (About 20% of Energy is lost due to friction).
Advantage of IE is that the Die is compressing the billet, there is no relative movement between the Billet and the Container and thus no friciton occurs, so IE is more efficient in terms of energy. The problem with IE is that the mechanical system pushing the Die inward is in the shape of beams in compression, which could cause buckling due to less stiffness and thus there is a limit on the proces speed (forces occuring) and the extruded profile passes inside the push beam hollow structure (which has to be smaller that the container diameter to go through it) and thus there is a limit on the profile dimensions.
Now that the general available technologies are explained, It should be pointed out that there are other processes with minor differences, also what is called the Hydrolic press which has its own problems too.
The process being suggested here, tries to use the advantages of both IE and DE and to get rid of the disadvantages. Any new system though would also have its own disadvantages, which I leave to the reader to point out. The design presented here, is only a concept design, there could be many details needed for having a final functional model.
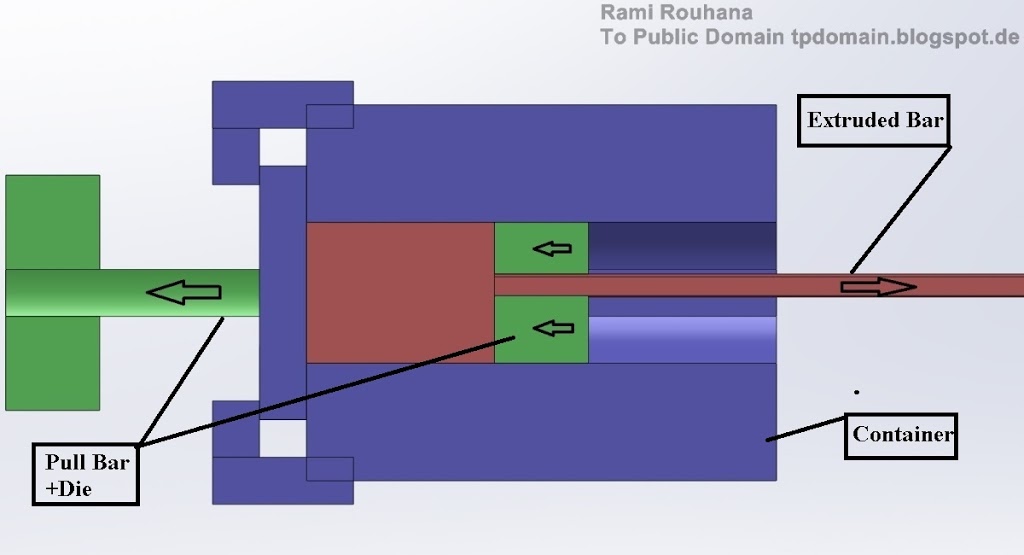
In the first picture you could see the Die in green, connected to “Pull rods” also in green because they move in the same direction. In red is the metal material in form of large diameter Billet and smaller cross section extrudate.
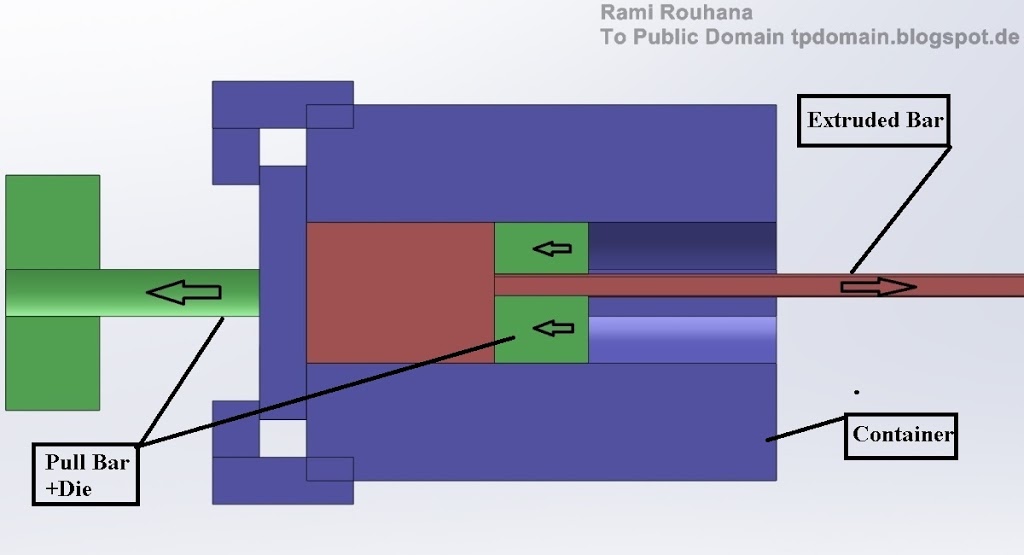
Figure 1 Partial Indirect Extrusion system
Now, how is the Die connected to the “Pull rods”? it might be asked. The picture below shows the connection. It is another cross section of the same exact device in a similar plane parallel to the main axes , but rotated ninety degrees (90°) from the first section plane. This design is thus not axis symmetric, but makes use of the freedom of geometry to achieve this “Partial Indirect extrusion” concept.
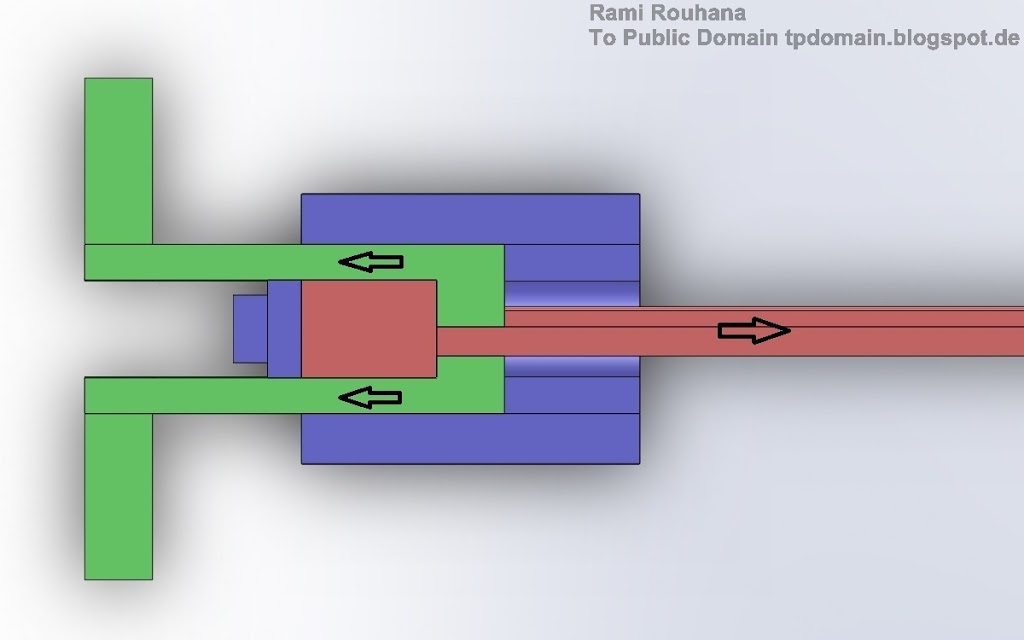
Figure 2 Partial Indirect Extrusion Pull Rods
The last picture below, isolates the “Pull rods” structure connected to the Die. it entirely moves backward thus forcing the metal to flow forward through the Die Hole.

Figure 3 Isolated Pull Rods and Die
Advantage:
1- The Billet will not move relative to the container in a major part of the surface. The percentage of relative moving surfaces depends on the exact dimensions of the container surface relative to the “Pull rods” contact surface. This is expected to reduce the energy loss and thus increase efficiency.
2-The profile could have width close to the Billet Diameter, as it is not limited by the “Pull Rods” geometry (It does not pass through like the IE).
3-The process can be run as fast as DE because the “Pull Rods” do not risk buckling in tension.